







Dans la fabrication de tôles, opérations d'ourlet et d'aplatissement Ces procédés sont largement utilisés pour améliorer la résistance, la sécurité et l'aspect des pièces. Ils sont essentiels dans des secteurs tels que la fabrication automobile, les armoires électriques, l'électroménager et la production de meubles métalliques.
Sélectionner la bonne réponse outillage de pliage et d'aplatissement pour presse plieuse Il est essentiel de maîtriser l'usinage pour obtenir des résultats constants, éviter d'endommager les surfaces et améliorer l'efficacité de la production. Différents types d'outillage sont conçus pour répondre à des exigences spécifiques en matière d'épaisseur de matériau, de volume de production et de qualité de surface.
Ce guide présente les types les plus courants de outillage d'aplatissement et d'ourlet, explique leurs principes de fonctionnement, leurs avantages et leurs applications, et aide les fabricants à choisir la solution d'outillage adaptée.
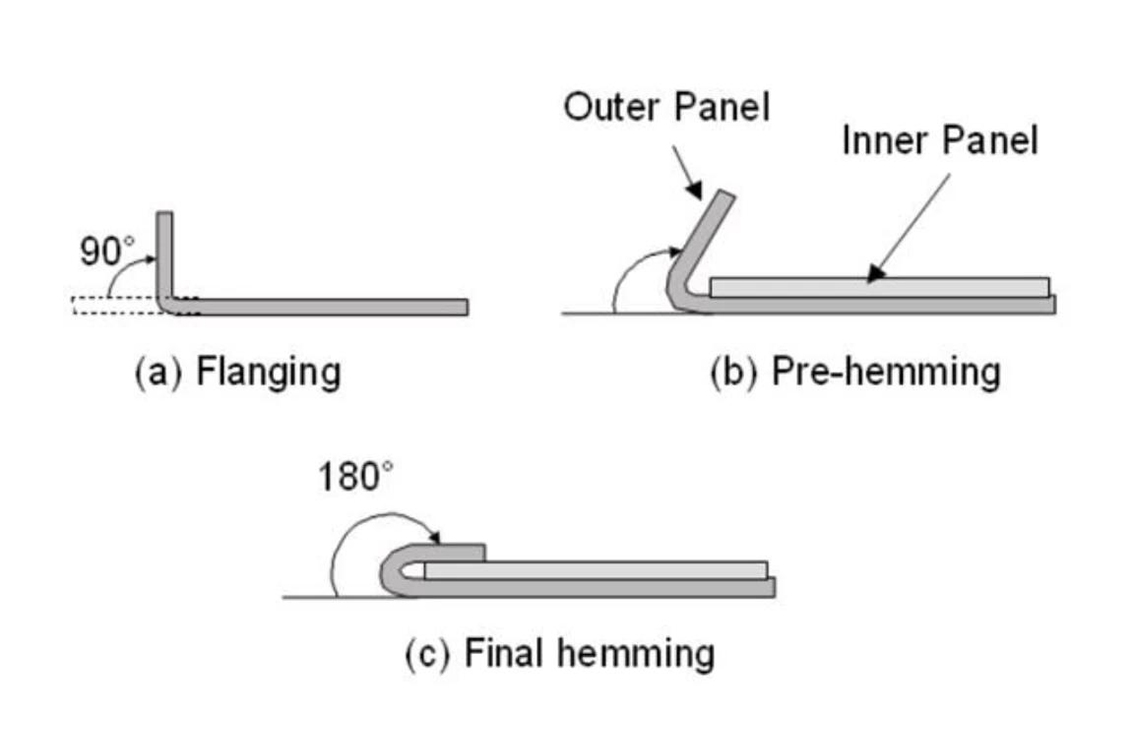

Ourlet Le pliage est un procédé de pliage dans lequel le bord d'une pièce de tôle est replié sur lui-même. L'étape finale du pliage est appelée aplanissement, où le bord plié est pressé à plat pour créer un bord lisse et renforcé.
L'ourlet est largement utilisé car il :


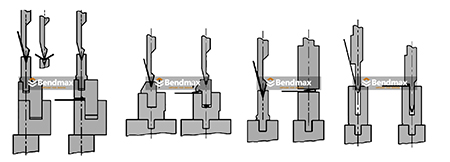
Principe de fonctionnement : L'ourlet standard est généralement réalisé en deux étapes:
Avantages :
Applications typiques :
Principe de fonctionnement : Un coup de poing aigu Elle sert à créer un angle de pré-pliage aigu avant l'aplatissement. Cela améliore la précision du ourlet et réduit la déformation du matériau.
Avantages :
Matériaux typiques :
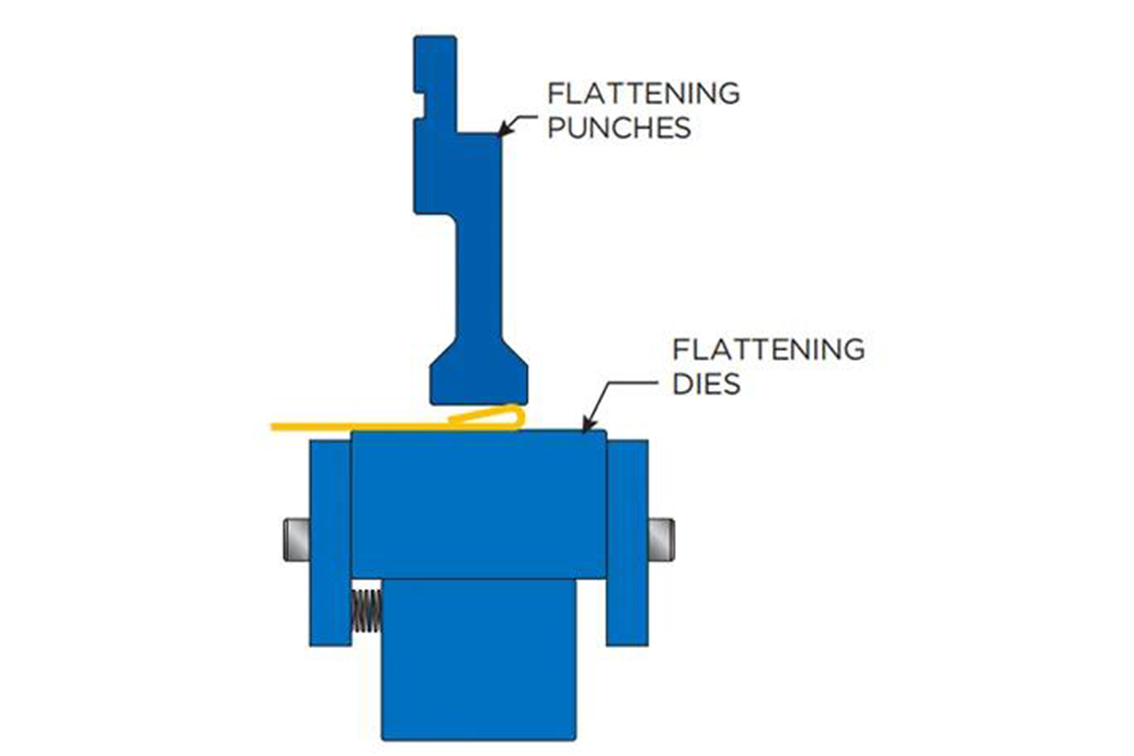
L'outillage de ourlet en une seule étape complète pré-cintrage et aplatissement en une seule étape.
Avantages :
Secteurs d'activité typiques :

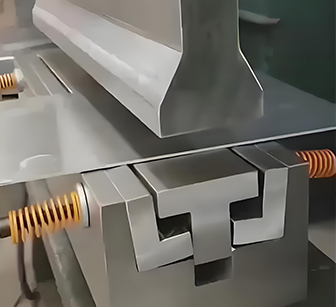
L'outillage à ressort comprend des ressorts internes qui ajustement automatique de la pression pendant l'aplatissement.
Avantages :
Applications :

L'outillage sans marques utilise des rouleaux, des inserts en nylon ou des inserts en PU pour éviter d'endommager la surface.
Avantages :
Matériaux typiques :
Le type de matériau à cintrer joue un rôle crucial dans le choix de l'outillage. Différents matériaux se comportent différemment lors des opérations d'aplatissement et de sertissage.
Acier doux (CRS)
L'acier doux est l'un des matériaux les plus faciles à sertir. Un outillage de sertissage standard en deux étapes est généralement suffisant pour la plupart des applications.
Acier inoxydable
L'acier inoxydable possède une résistance plus élevée et une ductilité plus faible, ce qui le rend plus susceptible de se fissurer lors de l'aplatissement. Dans ce cas :
Aluminium
L'aluminium est plus tendre mais plus sensible aux dommages de surface. Pour les tôles d'aluminium :
Matériaux galvanisés ou revêtus
La protection de la surface est essentielle. L'utilisation de matrices en acier standard peut provoquer des rayures.
L'épaisseur de la tôle est l'un des paramètres les plus importants lors du choix des outils de planage. Différents types d'outils conviennent à différentes plages d'épaisseur.
Feuille mince (0,5–1,5 mm)
Les matériaux minces nécessitent un contrôle précis pour éviter les plis et les fissures. Outillage recommandé :
Épaisseur moyenne (1,5–3,0 mm)
Cette gamme d'épaisseurs est courante pour les armoires électriques, le mobilier métallique et les boîtiers d'équipements. Outillage recommandé :
Feuille épaisse (>3,0 mm)
Une force de pliage supplémentaire est nécessaire, et la résistance de l'outillage devient cruciale. Outillage recommandé :
Ourlet ouvert
Laisse un petit espace intérieur, nécessite moins de force, plus facile à produire. Convient aux composants structurels et aux pièces non visibles.
Ourlet fermé
Parfaitement aplatie, elle exige une précision accrue et un outillage plus sophistiqué. Convient aux pièces décoratives et aux arêtes apparentes.
Ourlet en forme de larme
Utilisé lorsque le risque de fissuration est élevé. Recommandé pour l'acier inoxydable et les matériaux épais.
La qualité de surface est un enjeu majeur. Les outils de planage standard peuvent laisser des marques, des rayures ou des lignes de pression. Si l'aspect de la surface est primordial, Outils de ourlet sans marque (avec rouleaux, inserts en nylon ou protection PU) est fortement recommandé pour :

Les systèmes d'outillage ne sont pas tous interchangeables. Les systèmes d'outillage courants comprennent : Système Wila, système Trumpf, système Amada et système LVD.
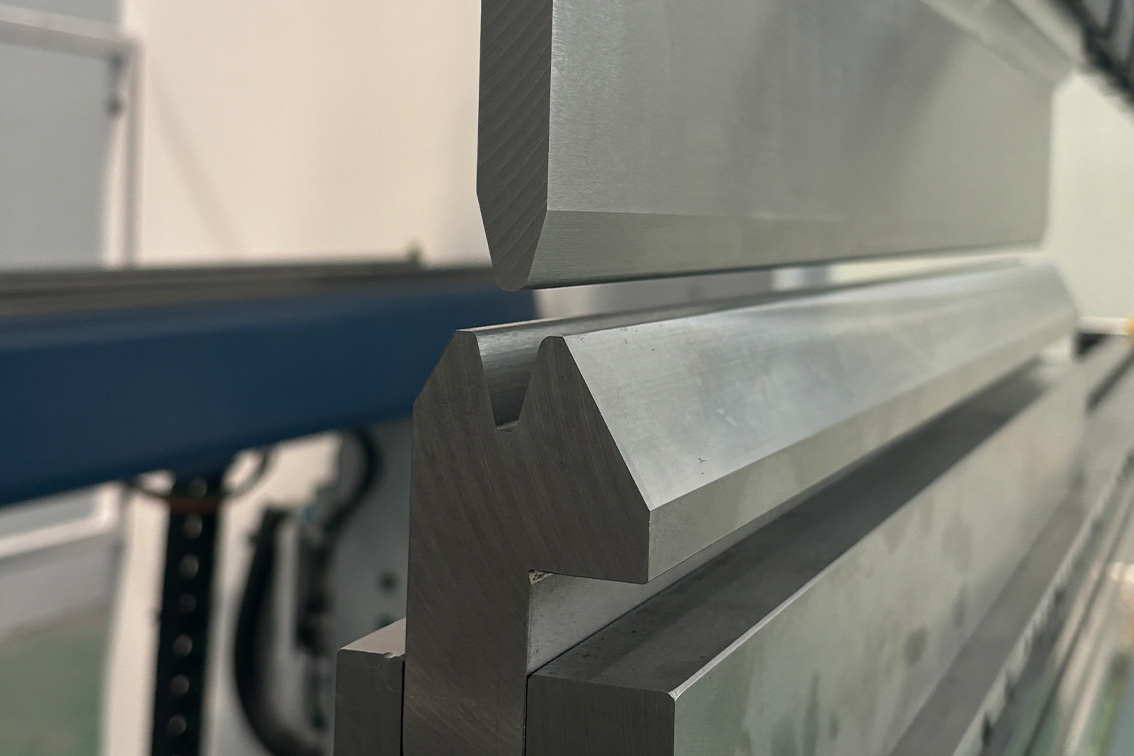
Par exemple, si vous utilisez une presse plieuse de type Wila, des outils compatibles tels que Poinçon d'aplatissement n° 19.041 et Matrice d'aplatissement n° 29.384 assure un positionnement précis et des résultats de pliage fiables.
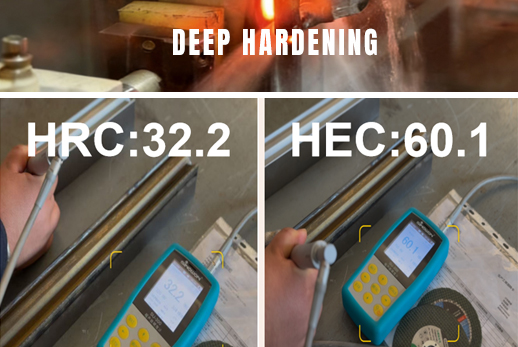
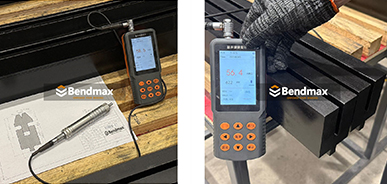
La durabilité des outils dépend fortement de la qualité des matériaux et du traitement thermique. Les outils de planage de haute qualité sont généralement fabriqués à partir de 42CrMo avec une gamme de dureté de HRC 54–60Cela permet une durée de vie plus longue, une meilleure résistance à l'usure et des performances d'aplatissement stables.
Le choix de l'outillage ne se résume pas à la performance ; la rentabilité est également un facteur important. L'utilisation d'outillage de planage de haute qualité peut représenter un investissement initial plus élevé, mais permet de réduire considérablement les coûts de remplacement à long terme.
Dans la production pratique de tôles, le choix de la bonne combinaison d'outillage est souvent le moyen le plus efficace de résoudre les défauts de sertissage.
Avantage technique :
✔ Réduit la contrainte de traction
✔ Améliore le flux de matériaux
✔ Empêche la formation de fissures
Avantage technique :
✔ Améliore l'uniformité de la pression
✔ Stabilise les matériaux en feuilles minces
✔ Réduit le risque de déformation
Avantage technique :
✔ Protège les surfaces visibles
✔ Améliore l'apparence du produit
✔ Réduit les coûts de finition
Avantage technique :
✔ Assure un aplatissement uniforme
✔ Améliore la précision dimensionnelle
✔ Améliore la résistance structurelle
Avantage technique :
✔ Prolonge la durée de vie des outils
✔ Réduit les coûts de maintenance
✔ Améliore la fiabilité à long terme
Pour les opérations de sertissage standard en deux étapes sur tôles d'épaisseur moyenne, une combinaison d'outillage généralement recommandée comprend :
Cette combinaison assure un aplatissement stable, une précision dimensionnelle améliorée et une qualité de sertissage constante pour les armoires électriques, les boîtiers métalliques et les appareils électroménagers.
Un entretien adéquat outillage de ourlet et d'aplatissement est essentiel pour garantir une qualité de pliage constante, prolonger la durée de vie des outils et réduire les coûts de production à long terme.

Dans la fabrication moderne de tôles, la qualité de outillage de ourlet et d'aplatissement L'aspect final du produit, sa résistance structurelle et l'efficacité de la production sont directement liés à la qualité de l'outillage. Choisir un fournisseur d'outillage fiable ne se résume pas au prix ; il s'agit également de privilégier la précision, la durabilité et la stabilité à long terme.
L'outillage professionnel de sertissage est fabriqué à partir d'acier allié de haute qualité et grâce à des procédés d'usinage CNC avancés afin de garantir la précision et la constance des dimensions.
Les outils de sertissage fiables sont généralement fabriqués à partir d'aciers alliés à haute résistance tels que 42CrMo et des aciers à outils trempés. Grâce à un traitement thermique contrôlé, l'outillage atteint un niveau de dureté de HRC 54–60Cela garantit :
Les solutions d'outillage professionnelles sont conçues sur la base d'applications industrielles réelles, garantissant la compatibilité avec les procédés de sertissage standard, les exigences de surface sans marques et les lignes de production à haut volume.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: politique de confidentialité
Wechat: politique de confidentialité
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Français
Français 








