Comment choisir l'outillage de presse plieuse adapté en fonction de la force de pliage
Nov 28, 2025
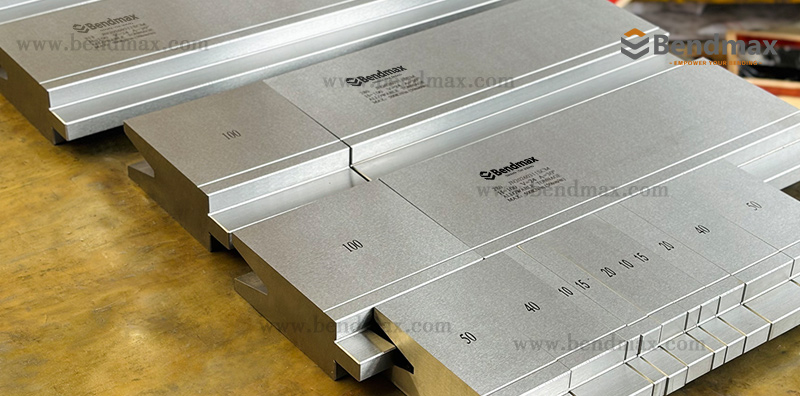
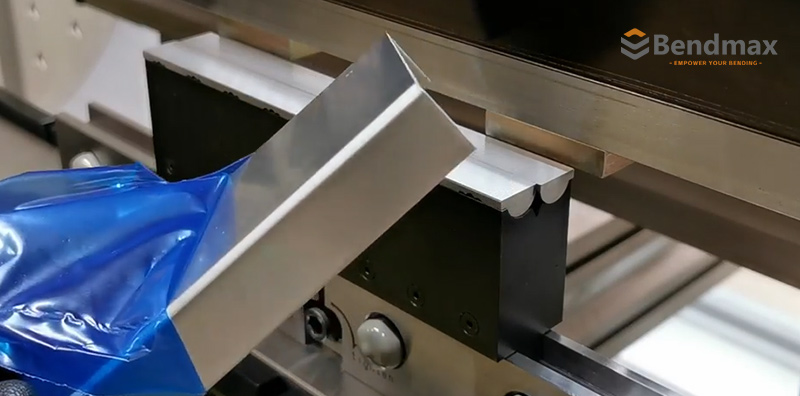
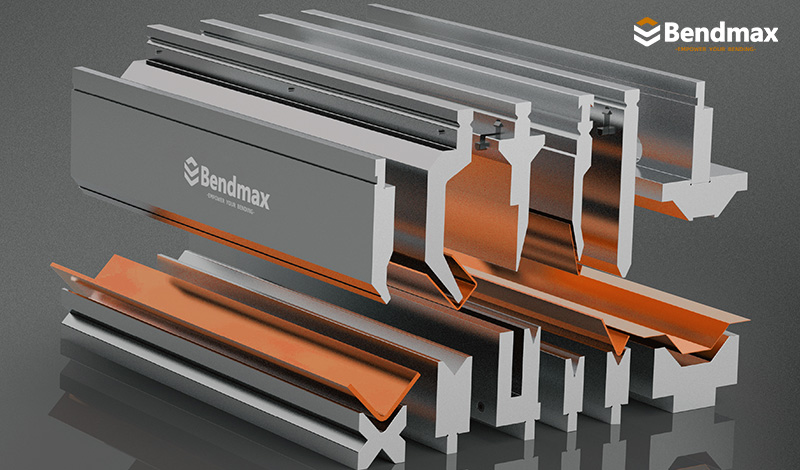
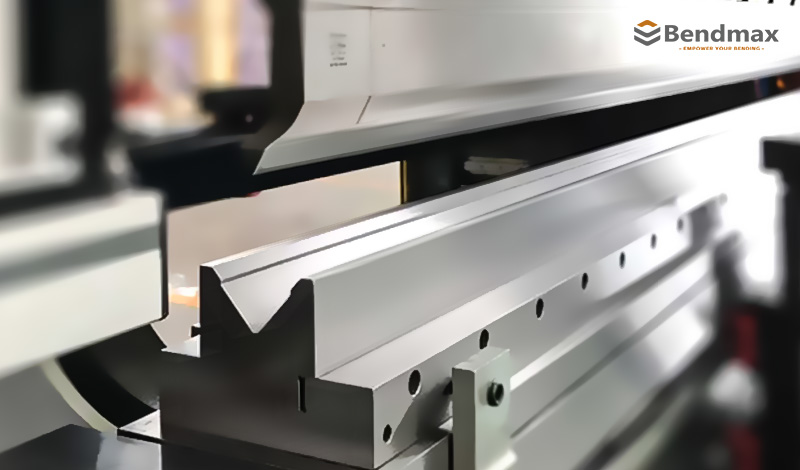
Comment choisir l'outillage de presse plieuse adapté en fonction de la force de pliage Lorsque vous possédez une presse plieuse et que vous êtes prêt à plier de la tôle, le choix de l'outillage devient crucial. La force de pliage requise détermine directement l'outillage à utiliser et sa durée de vie. En réalité, choisir l'outillage adapté à une presse plieuse relève davantage de l'art que de la technique, et consiste à trouver un équilibre entre le matériau, l'épaisseur, l'angle de pliage et la productivité. Relation entre la force de flexion et le choix de l'outillageLes forces de pliage requises varient selon les matériaux et leur épaisseur. Une force insuffisante peut empêcher la pièce de se former correctement ; une force excessive peut accélérer l’usure de l’outil, voire l’endommager. Le choix de l’outillage doit donc être adapté à la fois à la force de la presse plieuse et aux exigences de la pièce. 1. Pliage à faible tonnage : convient aux tôles minces et au formage de précision(Outillage de presse plieuse à cintrer les tubes Bendmax)Dans les applications à faible force (comme les feuilles minces, les composants de cuisine en acier inoxydable ou les plaques d'aluminium), un Outil à matrice en V étroite Il est recommandé de l'associer à un coup de poing droit.Applications :Housses pour appareils électroménagers, panneaux décoratifs, petites pièces de quincaillerie, etc.Applications :Housses pour appareils électroménagers, panneaux décoratifs, petites pièces de quincaillerie, etc. Par exemple:Force de flexion 100T et 125Tmatrice double V standard Cette matrice est composée de deux rainures en forme de V disposées à un angle, généralement de 90 degrés. Elle est couramment utilisée pour les applications de pliage à l'air, permettant une gamme d'angles de pliage en ajustant la profondeur de pénétration du poinçon dans la matrice.Polyvalence : Convient à une large gamme d'angles de pliage grâce au réglage de la profondeur du poinçon.Facilité d'utilisation : Simple à installer et à régler pour différentes exigences de flexion. Cette matrice comporte quatre rainures en V disposées concentriquement, chacune à une profondeur différente. Elle permet de réaliser des angles et des formes de pliage variés, offrant ainsi une grande polyvalence pour les opérations de pliage.Options de pliage multiples : Offre quatre rainures en V différentes à des profondeurs variables, permettant une variété d’angles et de formes de pliage.Précision : Permet des pliages précis et des résultats constants.Efficacité : Réduit le besoin de changements d'outils fréquents, augmentant ainsi l'efficacité globale des opérations de pliage. Puce multi-V standard Cette matrice, à surface plane, est utilisée pour le pliage en ligne droite et permet de réaliser des angles de 90 degrés dans la tôle. Elle est idéale pour créer des plis nets et précis, notamment dans les matériaux fins.Plis nets : Idéal pour créer des plis précis à 90 degrés dans la tôle.Durabilité : Généralement fabriqué en acier trempé, ce qui garantit une performance durable.Compatibilité : Convient à une large gamme d'épaisseurs et de matériaux de tôles. 2. Pliage de tonnage moyen : couvre la plupart des opérations de transformation de la tôleLorsque la force de pliage est moyenne (presses plieuses typiques de 100 à 200 tonnes), son champ d'application est très vaste. Les matrices multi-V ou doubles en V peuvent être utilisées avec des poinçons standard.Avantages : Une seule matrice peut traiter des tôles de différentes épaisseurs, améliorant ainsi la flexibilité de production et prolongeant la durée de vie des outils.Applications :Pièces de tôlerie pour machines, carters d'équipements d'ingénierie, composants de véhicules, etc.Par exemple:Force de flexion 175T et 210TPuce multi-V standard La matrice multi-V standard pour presses plieuses est un accessoire d'outillage permettant de plier des tôles ou des plaques métalliques selon différents angles et formes. Elle se compose de plusieurs rainures en V de largeurs et de profondeurs différentes, disposées concentriquement sur la matrice.Cette conception permet à la matrice de s'adapter à une large gamme d'exigences de pliage, offrant ainsi polyvalence et flexibilité dans la fabrication métallique.Polyvalence : Convient à une large gamme d'angles de pliage grâce au réglage de la profondeur du poinçon.Facilité d'utilisation : Simple à installer et à régler pour différentes exigences de flexion. matrice double V standard Cette matrice se compose de deux rainures en forme de V disposées à un angle, généralement de 90 degrés. Elle est couramment utilisée pour les applications de pliage à l'air, permettant une gamme d'angles de pliage en ajustant la profondeur de pénétration du poinçon dans la matrice.Polyvalence : Convient à une large gamme d'angles de pliage grâce au réglage de la profondeur du poinçon.Facilité d'utilisation : Simple à installer et à régler pour différentes exigences de flexion. matrice en V standard à quatre faces Cette matrice comporte quatre rainures en V disposées concentriquement, chacune à une profondeur différente. Elle permet de réaliser des angles et des formes de pliage variés, offrant ainsi une grande polyvalence pour les opérations de pliage.Options de pliage multiples : Offre quatre rainures en V différentes à des profondeurs variables, permettant une variété d’angles et de formes de pliage.Précision : Permet des pliages précis et des résultats constants.Efficacité : Réduit le besoin de changements d'outils fréquents, augmentant ainsi l'efficacité globale des opérations de pliage. 3.Cintrage de charges lourdes : pour les plaques épaisses et les éléments de structurePour le pliage de charges importantes (plus de 200 tonnes), un outillage plus robuste et plus stable est nécessaire. On utilise généralement des matrices en V plus larges ou des matrices renforcées sur mesure, associées à des poinçons à col de cygne ou à des outils de formage spéciaux.Avantages :Résiste à une pression de tonnage élevée, prévient les dommages prématurés aux outils et assure un formage régulier des pièces.Applications :Structures métalliques de ponts, composants de machines lourdes, grandes pièces de forme cubique, etc.Par exemple:Force de flexion 300TPuce multi-V standard Cette matrice est constituée de plusieurs rainures en V disposées à un angle, généralement de 90 degrés. Elle est couramment utilisée pour les applications de pliage à l'air, permettant une gamme d'angles de pliage en ajustant la profondeur de pénétration du poinçon dans la matrice.Polyvalence : Convient à une large gamme d'angles de pliage grâce au réglage de la profondeur du poinçon.Facilité d'utilisation : Simple à installer et à régler pour différentes exigences de flexion. matrice double V standard Cette matrice se compose de deux rainures en forme de V disposées à un angle, généralement de 90 degrés. Elle est couramment utilisée pour les applications de pliage à l'air, permettant une gamme d'angles de pliage en ajustant la profondeur de pénétration du poinçon dans la matrice.Polyvalence : Convient à une large gamme d'angles de pliage grâce au réglage de la profondeur du poinçon.Facilité d'utilisation : Simple à installer et à régler pour différentes exigences de flexion. matrice en V standard à quatre faces Cette matrice comporte quatre rainures en V disposées concentriquement, chacune à une profondeur différente. Elle permet de réaliser des angles et des formes de pliage variés, offrant ainsi une grande polyvalence pour les opérations de pliage.Options de pliage multiples : Offre quatre rainures en V de profondeurs différentes, permettant une variété d’angles de pliage.et des formes.Précision : Permet des pliages précis et des résultats constants.Efficacité : Réduit le besoin de changements d'outils fréquents, augmentant ainsi l'efficacité globale des opérations de pliage. Bien entendu, lors du choix d'une matrice de plieuse, la force de pliage n'est qu'un critère parmi d'autres. Il est primordial de prendre en compte l'épaisseur de la tôle, le matériau, le rayon de pliage, les exigences du processus et les performances de l'équipement. À BENDMAXNous fournissons non seulement des matrices standard de haute précision et de grande durabilité, mais nous pouvons également personnaliser des solutions non standard en fonction des besoins du client, vous aidant ainsi à atteindre précision, stabilité et efficacité dans tous vos projets.












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: politique de confidentialité
Wechat: politique de confidentialité
 IPv6 network supported
IPv6 network supported


 Français
Français 








